Compressori a vite
La redditività di un sistema di refrigerazione, condizionamento o pompa di calore di-pende in maniera decisiva dal suo comportamento dinamico. In particolare in presenza di forti variazioni di carico e' necessaria un'elevata qualità di regolazione con controllo della potenza continuo o a piccoli gradini.
i compressori a vite compatti di recente ed innovativa progettazione offrono i migliori requisiti per queste richieste, nel campo della media e alta potenza frigorifera nelle applicazioni in refrigerazione, condizionamento e pompa di calore.
2. Struttura del compressore a vite compatto
A differenza dei compressori per grandi impianti frigoriferi dotati di separatore dell'olio disposto esternamente (ed event. raffreddatore dell'olio) i vite compatti comprendono un separatore dell'olio integrato a tre stadi con relativo sistema di gestione dell'olio. Nell'impiego fino a medi valori di pressione, come per es. nelle applicazioni di condizionamento in refrigeratori di liquido, questa soluzione costruttiva si e' dimostrata particolarmente vantaggiosa. L'installazione si limita nella sostanza al collegamento della linea di aspirazione e di mandata e della parte elettrica. Il raffredda-mento addizionale (raffreddamento dell'olio o iniezione di liquido) si rende necessario solo per elevati rapporti di compressione.

2.1 Caratteristiche costruttive di base
- Profilo della vite: Soluzione a doppio rotore (Rapporto tra i profili 5:6)
- Tipologia costruttiva semieretica, raffreddato con gas di aspirazione
- Carcassa dei rotori a doppia parete, con compensazione della pressione.
Questa esecuzione garantisce elevata robustezza e impedisce, anche in presenza di pressioni elevate, la deformazione della carcassa rotori che sarebbe negati-va per l'efficienza. Oltre a questo la costruzione a doppia parete consente ulteriormente una riduzione del rumore.
- Cuscinetti a rotolamento a lunga durata con riduzione della pressione. Accanto alla riduzione della sollecitazione dei cuscinetti realizza un degasaggio (quasi fino a alla pressione di aspirazione) della camera dei cuscinetti situata sul lato di alta pressione con contemporaneo significativo aumento della viscosità' dell'olio.
2.2 Regolazione di potenza con valvola a cassetto con connessione economizzatore integrata (ECO)
La richiesta di regolazione di potenza continua ha condotto allo sviluppo di una val-vola di regolazione a cassetto adattata alla forma dei profili, disposta direttamente tra rotore principale e secondario (Figura 2).
Al contrario di altre realizzazioni in cui la valvola a cassetto viene inserita in un cilindro disposto parallelamente alla carcassa dei rotori, la valvola a cassetta a diretto contatto con il profilo offre rendimenti nettamente migliori a pieno carico ed a carico parziale. Questo e' ottenuto mediante l'adattamento della forma della valvola a cassetto ai pro-fili dei rotori - senza fessure o intercapedini, o fori di by-pass che riducono l'efficienza.

Per la regolazione della potenza la valvola a cassetto viene mossa idraulicamente in modo assiale (Figura 3). Una particolare caratteristica costruttiva di questa esecuzione e' che non viene ricircolato verso l'aspirazione del gas già parzialmente compresso, la compressione comincia, infatti ,solamente dopo che il volume di aspirazione e' stato ridotto.
Il moto della valvola a cassetto viene comandato attraverso l'equilibrio delle forze in ragione delle pressioni agenti su di essa. A sinistra della valvola a cassetto regna la pressione di aspirazione, a destra l'alta pressione. La pressione nel cilindro (a destra nella figura) stabilisce se il pistone scorre a sinistra (in direzione della massima potenza), scorre a destra (carico parziale) oppure rimane nella posizione. Se la pressione viene ridotta al valore di aspirazione da una delle valvole CR1, CR2 o CR3 la valvola a cassetto viene mossa nella direzione del carico parziale. Se attraverso

Nella ricerca di efficienza e sicurezza di funzionamento particolarmente elevate, nella presente costruzione una parte del canale di scarico e' integrato nella valvola di regolazione a cassetto (Fig. 3, vedasi "Contour for Vi adaptation"), in questo modo viene realizzato un controllo del Vi a carico parziale. Infatti il rapporto volumetrico intrinseco (Vi) rimane pressoché costante fino a circa il 70% del carico. Con carico ancora minore, il Vi si riduce cosi' come ci si aspetta che sia ridotto il rapporto delle pressioni del sistema.
Una ulteriore particolarità e' a valvola a cassetto dotata di canale dell'economizzatore integrato (Fig. 3, vedasi "Sliding ECO-Port"); questo consente il funzionamento di un circuito di sottoraffreddamento (Fig. 4) indipendentemente dalla condizione di carico del compressore.
In compressori a vite con connessione fissa per l'economizzatore, questa si trova solitamente nella zona di aspirazione durante il funzionamento a carico parziale, e questo annulla l'effetto di aumento della resa e dell'efficienza. Poiché' i compressori vengono spesso utilizzati a carico parziale, anche in queste condizioni il funzionamento con ECO e' di particolare vantaggio.

Accanto al miglioramento termodinamico della resa e del COP anche l'andamento delle pressioni nelle camere di compressione dei profili viene elevato attraverso l'ulteriore aspirazione di gas dall'ECO. Questo ha un influsso positivo sul processo di compressione, che normalmente e' caratterizzato da una leggera sottocompressione (Fig. 5). L'aumento della potenza assorbita connessa con l'aumento di pressione e di massa costituisce solo il 30% in confronto all'aumento percentuale della resa. In questo modo si spiega l'aumento del COP attraverso il funzionamento con economizzatore.
Standard operation Economiser operation

Figura 5 Processo di compressione in funzionamento standard e economizzatore
3. Comportamento della potenza a carico pieno e parziale
3.1 Applicazione standard - senza Economizzatore
La fig. 6 mostra la relazione tra resa frigorifera e potenza assorbita in tutto il campo di regolazione sulla base di una temperatura di evaporazione costante (SST) con diverse temperature di condensazione (SDT). In questo modo si evidenzia che la potenza assorbita a carico parziale con temperatura di condensazione in aumento aumenta in modo più che proporzionale. Questo e' tra l'altro collegato con una ridotta lunghezza attiva dei profili dei rotori con volume spostato ridotto in presenza di contemporaneo aumento di differenza di pressione tra le camere di compressione dei profili. In confronto con altri metodi di regolazione della potenza si evidenzia tuttavia un modo di funzionamento molto efficiente.
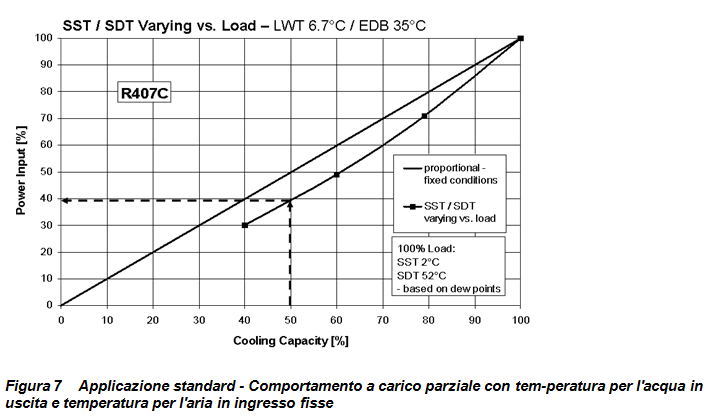
Per l'applicazione pratica, o reale, viene rappresentato in figura 7 ad esempio il comportamento di un refrigeratore d'acqua alle seguenti condizioni:
- Temperatura dell'acqua (LWT) - costante: 6.7C
- Temperatura di evaporazione (SST) a carico 100%: 2.0C
- Temperatura ingresso aria al condensatore (EDB):
- Temperatura di condensazione (SDT) a carico 100%:
In condizioni di parzializzazione (riduzione della potenza frigorifera) si perviene ad una inferiore differenza di temperatura agli scambiatori di calore, e di conseguenza ad un aumento della temperatura di evaporazione con contemporanea riduzione della temperatura di condensazione. Come conseguenza si realizzano rapporti di pressione inferiori, che, in connessione con l'efficiente controllo della potenza per mezzo della valvola a cassetto, conducono ad una riduzione della potenza assorbita in modo più che proporzionale in riferimento alla resa frigorifera (Esempio: Potenza frigorifera resa 50%, potenza assorbita 40%).

3.2 Funzionamento con economizzatore in confronto all'applicazione standard
Come descritto prima, e' possibile realizzare un aumento della resa frigorifera e del COP con l'utilizzo di un circuito di sottoraffreddamento. L'Entità' di questo migliora-mento cresce all'aumentare della temperatura di condensazione (fig. 8) e/o al diminuire delle condizioni di carico (Fig. 9). Con riferimento alla resa frigorifera, il compressore può essere selezionato con uno spostamento volumetrico inferiore e precisamente in proporzione inversa rispetto all'aumento di resa a pieno carico.
In confronto all'applicazione standard questo tipo di selezione del compressore e l'andamento della potenza frigorifera sviluppata conducono ad un andamento piu' piatto della resa frigorifera. In altre parole, al diminuire della condensazione la capacita' in eccesso del sistema diventa minore.


Trasferendo queste considerazioni alle condizioni dell'esempio del refrigeratore di liquido descritto nel paragrafo 3.1, il compressore può essere scelto con uno sposta-mento volumetrico di circa 17% inferiore. La migliore efficienza del compressore e del sistema conduce inoltre ad un ancora più favorevole rapporto tra resa ed assorbi-mento in confronto all'applicazione standard, nell'intero campo di regolazione della potenza (Fig. 10, curva inferiore).

4. Riassunto
I compressori a vite compatti di nuova concezione consentono una regolazione della potenza continua o a gradini. Grazie all'adattamento della valvola a cassetto al profilo dei rotori ed allo speciale controllo del Vi vengono realizzati assai elevati valori di efficienza a carico parziale.
Oltre a questo, il canale economizzatore integrato nella valvola a cassetto consente il funzionamento di un circuito di sottoraffreddamento in tutte le condizioni a carico pie-no e parziale. Con questo modo di funzionamento risultano migliorati la resa frigorifera e l'efficienza del compressore e del sistema sull'intero campo di applicazione.
Ottimizzazione di
compressori a vite compatti per applicazione con R134a
Introduzione
Nel passato, refrigeratori di liquido
e pompe di calore con compressori volumetrici sono stati utilizzati
prevalentemente con il refrigerante R22. Le caratteristiche termodinamiche ed
requisiti di sicurezza di questo refrigerante offrono delle basi
particolarmente buone per un’elevata efficienza e sicurezza di funzionamento.
In Europa, in ragione dell’anticipato
divieto di utilizzo dell’R22, i nuovi progetti sono stati adattati all’R407C.
Questo refrigerante e' molto simile all’R22 in termini di resa frigorifera
volumetrica, livelli di pressione e portata di massa; per questi motivi e'
stato possibile adattare, con relativa semplicità , i compressori
originariamente sviluppati per R22. In questo modo e' stato utilizzato in
maniera poco intensiva l’R134a, sebbene fin da subito i costruttori di
compressori a vite abbiano messo in evidenza i vantaggi derivanti dall'impiego di questo refrigerante alternativo. La tecnologia dell’R134a e' stata frenata
principalmente a causa de il maggior costo del compressore.
2. Caratteristiche
dei refrigeranti - Valutazioni riferite al compressore
Per una valutazione dei refrigeranti,
con riferimento alla loro attitudine ad un determinato tipo di compressore, si
possono avere valide informazioni da un confronto delle più importanti proprietà termodinamiche. Accanto al livello di resa atteso e' anche possibile
studiare il campo di applicazione più favorevole, ed anche fare una stima dei
rendimenti volumetrico e isoentropico (efficienza).
Nell’ambito di varie analisi e
programmi di ricerca R134a, R407C ed R410A si sono dimostrati come candidati
particolarmente adatti per refrigeratori in sistemi di climatizzazione, pompe
di calore ed altre applicazioni in alta temperatura.
Le caratteristiche termodinamiche di
questi fluidi mostrano tuttavia considerevoli differenze che possono
concretizzarsi in differenti livelli di prestazione ed efficienza a seconda del
tipo di compressore.
2.1 Comparazione in termini relativi
della potenza frigorifera
Il confronto rappresentato nella
fig.1, riferito alla potenza frigorifera volumetrica, mostra degli scostamenti
particolarmente ampi tra i singoli refrigeranti. I diversi risultati emergono
dagli specifici dati termodinamici.
L’R134a occupa il limite inferiore
della scala, dove per per il funzionamento di compressori a vite con
economizzatore riconoscibile un incremento evidente. La relativamente ridotta
resa frigorifera volumetrica dell’R134a comporta un equivalente aumento del
volume generato, che nei compressori a vite puo' essere realizzato in modo
tutto sommato semplice attraverso l’adozione di una coppia di rotori di
maggiori dimensioni.
L’R407C risulta, come accennato
inizialmente, molto vicino al refrigerante di riferimento R22. Il
dimensionamento e la costruzione del compressore possono pertanto essere, nella
sostanza, mantenuti gli stessi.
L’R410A mostra con evidenza i più elevati valori di resa, dai quali risulta un ridotto volume generato con
conseguenti inferiori dimensioni geometriche. A prima vista questo appare un
vantaggio, ma conduce per esempio nei compressori a vite ad una inferiore velocità periferica dei rotori con effetti sfavorevoli sui rendimenti
volumetrici e isoentropici (COP) – si vedano anche i paragrafi 2.2 e 3.

2.2 Comparazione in termini relativi
del coefficiente di prestazione teorico (COP)
Al contrario della resa frigorifera i
coefficienti di prestazione teorici dei refrigeranti considerati si
differenziano notevolmente meno (fig. 2).

Risulta tuttavia evidente la
rapida riduzione del COP dell’R410A per elevate temperature di condensazione,
che va ricondotta alla ridotta temperatura critica (73C ). Grazie a coefficienti di
scambio termico relativamente elevati e a ridotte perdite di carico dell’R410A nell'evaporatore e nel condensatore, questo svantaggio può' essere in parte
compensato.
L’R134a mostra le migliori condizioni sull'intero campo di utilizzo. In connessione con il necessario aumento dello
spostamento volumetrico e delle dimensioni dei rotori dei compressori a vite si
ottengono, da un punto di vista reale, addirittura migliori condizioni.
Dalle maggiori dimensioni dei rotori
si realizzano trafilamenti inferiori riferiti allo spostamento volumetrico –
con minori perdite per riflusso all'indietro durante la compressione. Oltre a
questo, la ridotta differenza tra le pressioni di condensazione e di
evaporazione dell’R134a gioca ulteriormente a favore (circa 67% e 45% rispetto
a R407C e R410A rispettivamente). Queste condizioni sono decisive per
l’ottenimento di efficienze isoentropiche e valori di COP particolarmente
elevati con i compressori a vite ottimizzati per R134a.
2.3 Portata di massa del refrigerante
/ densità' del vapore
Nonostante forti differenze nella resa
frigorifera volumetrica le portate di massa per una definita potenza
frigorifera si trovano in un intervallo di circa il 10% rispetto all’R22. Il
motivo di questo va visto nei rapporti di proporzionalità tra densità del
vapore e portata volumetrica per questi fluidi.
Su queste basi e considerando le
ridotte portate di massa assolute e densità del vapore si possono ottenere
delle perdite di carico di ridotta entità nel compressore, scambiatori di
calore e tubazioni.

Come già accennato, esiste in
generale la convinzione che i compressori per R134a siano sicuramente
efficienti ma più costosi rispetto a quelli per gli altri refrigeranti. Questo
e' spesso vero, dato che i compressori di media e grossa taglia solitamente
vengono progettati per impiego universale con R134a, R22 e R407C (R404A,
R507A). Lo spostamento volumetrico addizionale necessario con R134a porta a
maggiori dimensioni geometriche dell’intero compressore. Il potenziale di
riduzione dei costi e' circoscritto alla possibilità di utilizzare un motore più piccolo ed e' per questo basso. Questa „regola" non trova facilmente
eccezioni nei compressori alternativi e scroll, per il fatto che la cilindrata
e la trasmissione del moto oppure il diametro della spirale definiscono in modo
sostanziale le dimensioni della carcassa.
I compressori a vite sono
caratterizzati da una costruzione estremamente compatta. Il volume costruttivo
specifico della sezione di compressione non viene raggiunto dalle altre due
tecnologie.
I compressori contengono un separatore
d’olio integrato strutturato in tre stadi con relativo sistema di gestione
dell’olio. Nell'applicazione in refrigeratori di liquido questa soluzione
costruttiva si e' rivelata particolarmente vantaggiosa.

3.2 Caratteristiche costruttive
fondamentali
- Profilo della vite: Design a doppio rotore (rapporto
tra i profili 5:6)
- Tipologia costruttiva semieretica, raffreddamento
per mezzo dei gas aspirati
- Struttura base (zona del volume spostato,
abbinamento dei motori, robustezza meccanica, dimensionamento dei
cuscinetti) dimensionata per R407C e R22 (R404A, R507A)
- Carcassa dei rotori a doppia parete, con
compensazione della pressione.
- Cuscinetti a rotolamento a lunga durata con
dispositivo di riduzione della pressione
- Separatore dell’olio integrato
La richiesta di regolazione di potenza
continua ha condotto allo sviluppo di una valvola di regolazione a cassetto
adattata alla forma dei profili, disposta direttamente tra rotore principale e
secondario.
La valvola a cassetto viene mossa
idraulicamente in modo assiale per ottenere la regolazione della potenza (fig.
5). Una particolare caratteristica costruttiva di questa esecuzione e' che non
viene ricircolato verso l’aspirazione del gas gia' parzialmente compresso, la
compressione comincia, infatti ,solamente dopo che il volume di aspirazione e'
stato ridotto.
Attraverso il comando delle valvole
CR1…CR4 la regolazione di potenza puo' avvenire in modo continuo o a gradini
(100-75-50-25%).

Nella presente costruzione, nella
ricerca di efficienza e sicurezza di funzionamento particolarmente elevate, una
parte del canale di scarico e' integrato nella valvola di regolazione a
cassetto (Fig. 5, vedasi "Contour for Vi adaptation"), in questo modo
viene realizzato un controllo del Vi a carico parziale. Infatti il rapporto
volumetrico intrinseco (Vi) rimane pressoché costante fino a circa il 70% del
carico. Con carico ancora minore, il Vi si riduce cosi' come ci si aspetta che
sia ridotto il rapporto delle pressioni del sistema.
Un’ulteriore particolarità e' la
valvola a cassetto dotata di canale dell’economizzatore integrato (Fig.5,
vedasi "Sliding ECO-Port"); questo consente il funzionamento di un
circuito di sottoraffreddamento indipendentemente dalla condizione di carico
del compressore.
3.4 Requisiti tecnici per un
dimensionamento ottimizzato per R134a
Come discusso, i compressori a vite
possono operare in maniera molto efficiente ed economica con R134a, dove
tuttavia il necessario spostamento volumetrico deve essere incrementato in
funzione della riduzione della resa frigorifera volumetrica (fig. 1).
La sfida consisteva in questo:
raggiungere con un compressore a R134a, dotato di ingombri paragonabili al
modello per R407C, la stessa resa ottenibile in precedenza solo aumentando la
taglia del modello scelto tra i compressori per R407C ed R22.
Ulteriori prerequisiti per la gamma
ottimizzata per R134a:
– Gestione dell’olio, caratteristiche
costruttive di base, controllo della capacita' (con canale mobile
dell’economizzatore) come nella gamma esistente
– rendimento isoentropico maggiore
rispetto agli equivalenti modelli per R407C e R22
– massima temperatura di condensazione
per funzionamento continuo: 65C
per il funzionamento standard / 60C
con economizzatore
– Vita utile dei cuscinetti – stessi
criteri della gamma esistente
– Resistenza alla pressione e
dimensionamento in termini di sicurezza – stessi criteri della gamma esistente
(prEN12693, UL 984)
– Punti di fissaggio, connessioni di
aspirazione, mandata ed ECO – posizione identica alla gamma esistente
3.5 Realizzazione costruttiva dei
requisiti tecnici
Gli elementi determinanti per la
geometria di base del compressore a vite compatto sono il motore, la coppia di
rotori e il separatore dell’olio.
In ragione dell’assorbimento elettrico
circa uguale, tendenzialmente anche inferiore, della versione ottimizzata per
R134a, l’abbinamento dei motori elettrici e' identico a quello dei modelli di
pari resa per R407C / R22. Con riferimento al raffreddamento con gas aspirato
ed alla maggiore portata volumetrica sono stati necessari alcuni adeguamenti.
I profili dei rotori dei compressori a
vite sono completamente sviluppati all'interno dell’azienda con tecnologia
esclusiva, con rigidezza ed efficienza particolarmente elevate. Su questa base
si e' potuto modificare il profilo in modo che il maggiore flusso volumetrico
fosse ottenuto solamente con un 10% circa di incremento degli ingombri
fondamentali dei rotori. In questo modo e' stato possibile attuare le
necessarie modifiche costruttive alla carcassa dei rotori senza impatto
sostanziale sulla forma esterna del compressore.
I cuscinetti, notoriamente robusti,
sono rimasti gli stessi. In ragione: di una favorevole coppia resistente, di
una ridotta differenza di pressione e di un basso livello di pressioni nelle
camere dei cuscinetti si hanno delle condizioni addirittura migliori che nei
modelli base per R407C e R22. Per effetto delle variate dimensioni nella zona
dei rotori sono state necessarie delle modifiche alla finestra di scarico, alla
valvola a cassetto ed alla flangia dei cuscinetti.
Approfondite analisi dei separatori
dell’olio a tre stadi, originariamente sviluppati per i modelli a R407C e R22
hanno fornito gradi di separazione molto elevati nonostante l’incremento della
portata volumetrica. I motivi risiedono nella limitata densità del vapore e
temperatura di scarico dell’R134a, che favoriscono una separazione dell’olio
ottimale. Modifiche sono state quindi solo limitatamente necessarie.
3.6 Rendimenti dei compressori
ottimizzati per R134a
Le misure prestazionali confermano
l’influsso positivo dell’aumento della dimensione dei rotori. Notoriamente i
compressori a vite usati nella tecnica del freddo sono caratterizzati da iniezione
d’olio, che ha la funzione di sigillare le piccole fessure esistenti tra le
diverse camere di compressione. In questo modo si può spiegare la dipendenza
della caratteristica di resa e di efficienza dalla velocità periferica dei
rotori, dalla lunghezza delle fessure in rapporto alla portata volumetrica,
dalla viscosità dell’olio e dalla differenza di pressione tra le camere di
compressione. Tutti i parametri nominati sono di influsso positivo per questa
nuova gamma e spiegano cosi' i buoni risultati.
Il seguente confronto si basa sul
comportamento del rendimento isoentropico in dipendenza delle condizioni di
servizio. Con il prodotto tra rendimento isoentropico e coefficiente di
prestazione teorico (COP) si possono determinare i valori reali ottenibili,
dove occorre allo stesso modo anche considerare le differenze tra i
refrigeranti (fig.2).

Nel campo di applicazione tipico dei
refrigeratori di liquido (SST da 0
a 5C ),
il confronto evidenzia un vantaggio dal 5 al 7% circa per i compressori a vite
rispetto ai compressori scroll generalmente descritti come superiori. Se si
considera anche che il coefficiente di prestazione (COP) dell’R134a e' dal 2.5
al 4.5% maggiore, si ottengono vantaggi a favore dei vite compatti a R134a fino
a circa il 10%. Non e' stato inoltre considerata l’influenza spesso negativa
del glide di temperatura dell’R407C nel condensatore, che può portare a
temperature di condensazione superiori con la conseguenza di una ulteriore
riduzione del COP.
4.
Comportamento della potenza e dell’efficienza a carico pieno e parziale
4.1 Regolazione della potenza e
caratteristica di funzionamento
I compressori a vite sono dotati di
una regolazione della potenza particolarmente efficiente – si veda [2] ed il
paragrafo 3.3 –, che può essere azionata in modo continuo oppure a quattro
gradini. E’ generalmente noto e documentato da analisi, che il comportamento
dinamico e la risultante efficienza di un impianto frigorifero ovvero di un
refrigeratore di liquido sono determinate in modo fondamentale dalla qualità
della regolazione. Sotto questo profilo il compressore a vite, attraverso la possibilità di una esatta modulazione della potenza in funzione del carico
reale e' superiore a qualsiasi tipo di regolazione di tipo ON/OFF dei singoli
compressori.
Se in un ipotetico sistema con due
compressori per circuito viene spento uno dei due compressori (riduzione a
circa 50% della potenza) si ha una evidente diminuzione della temperatura di
condensazione. Da questo risulta una evaporazione parziale del refrigerante
liquido (formazione di flash-gas nella linea del liquido), la cui temperatura
e' ancora ad un livello superiore. Come conseguenza si verificano dei disturbi
di regolazione nella valvola di espansione nell'alimentare l’evaporatore, con
effetti sfavorevoli in termini di resa e di efficienza. Allo stesso modo all'accensione di un compressore (potenza raddoppiata) si hanno forti
pendolazioni nel circuito di regolazione, spesso associate ad insufficiente
surriscaldamento ed alle conseguenti deviazioni dalle condizioni di servizio
ottimali.
4.2 Valutazione del comportamento
prestazionale tramite "Integrated Part Load Values" (IPLV)
Il descritto comportamento dinamico di
un sistema ed i suoi effetti vengono spesso sottovalutati o erroneamente
quantificati. I confronti (calcolati) dell’efficienza a carico parziale
integrata (IPLV) si basano sostanzialmente su condizioni statiche, con cui
dovrebbe venire simulato un funzionamento reale. Pertanto non e' in realtà
corretto confrontare direttamente con questo metodo sistemi con caratteristica
dinamica differente.
Tuttavia questo tipo di calcolo e' più realistico del puro confronto dei consumi energetici e dell’efficienza a
pieno carico in condizioni nominali.
Il seguente confronto (fig. 7) mostra,
che i vite compatti offrono chiaramente condizioni favorevoli anche senza
considerare i vantaggi derivanti dal comportamento dinamico di sevizio. Questo
risulta particolarmente evidente nelle condizioni di carico da 100 a 50%, che corrispondono
ad un peso totale di circa 80%.

Le condizioni di riferimento ed i pesi
percentuali nei vari gradini di potenza (100/75/50/25%) si basano sul calcolo
ESEER di EUROVENT [3]. L’ESEER definisce valutazione dell’IPLV per l’Europa.
Per questo motivo si hanno delle differenze rispetto alla norma ARI 550 / 590
usualmente applicata in USA.
Altre condizioni per il confronto:
Refrigeratore con compressori a vite
compatti (R134a) – 2 circuiti separati ognuno dotato di 1 compressore –
regolazione della potenza a 4 gradini o continua per ogni circuito
Refrigeratore con compressori scroll
(R407C) – 4 circuiti separati ognuno dotato di 2 compressori – regolazione
della potenza a 4 gradini (compressore ON/OFF) per ogni circuito
Condizioni operative di riferimento (per
ambedue i refrigeratori) nel gradino di potenza del 100%: – Temp. di
evaporazione (SST) +2C
/ Surriscaldam. in aspirazione (SH) 5 K – Temp. di condensazione (SDT) 50C / Sottoraffreddam. del
liquido (SC) 2 K
5. Conclusioni
Grazie alle sue caratteristiche
termodinamiche l’R134a offre delle condizioni molto favorevoli per un impiego
efficiente di compressori a vite in medie e alte temperature di evaporazione.
E’ tuttavia svantaggiosa la bassa resa frigorifera volumetrica, che conduce ad
un elevato costo specifico nel caso di usuali modalità costruttive del
compressore.
Con una nuova generazione di vite
compatti, ottimizzati per R134a, e' stato possibile incrementare in modo
sostanziale lo spostamento volumetrico senza modificare la geometria esterna
del compressore. In questo modo vengono raggiunte, ad un costo analogo, rese
frigorifere identiche a quelle del modello rispettivamente più grande scelto
dalla gamma nata per R407C ed R22. Caratteristica fondamentale sono inoltre i
veramente elevati rendimenti isoentropici, elemento base per un consumo
energetico estremamente contenuto.
Congiuntamente ad un controllo della
capacita' particolarmente efficiente (a 4 gradini o continuo) e' possibile
raggiungere una elevata qualità di regolazione e di conseguenza la migliore
efficienza del sistema. Anche nella cosiddetta valutazione di IPLV, i
refrigeratori dotati di compressori a vite compatti ottimizzati per R134a
ottengono risultati di massimo livello.





