SOLENOIDE CON VALVOLA DI NON RITORNO INCORPORATA

La valvola a solenoide con valvola di non ritorno incorporata è progettata per sostituire una valvola a solenoide sulla linea del liquido in parallelo ad una valvola di non ritorno per
l’inversione del ciclo. Questa valvola può essere usata nella linea del liquido di espositori di supermercati
per la chiusura a tenuta durante la fase di arresto, mentre permettendo il completo flusso del refrigerante nella direzione inversa, durante la fase di sbrinamento con gas caldo. Essa può essere usata anche nella linea del liquido di una Pompa di Calore per impedire la migrazione del refrigerante al condensatore esterno durante la fase di riscaldamento, permettendo invece la piena portata del refrigerante quando scorre nella direzione opposta nella fase di raffreddamento.
Nota: Con Flusso Inverso/Ciclo Raffreddamento, la valvola non si chiude.
Massima pressione di funzionamento – Valvole della serie
E42 – 31 bar, per tutti gli altri modelli – 34,5 bar.
VALVOLE TRE VIE PER IL RECUPERO DI CALORE

Le valvole a tre vie Sporlan per Recupero di Calore hanno tenuta ermetica in materiali sintetici, progettate specificatamente per commutare il passaggio del gas caldo dal condensatore normale a quello di recupero.
Funzionamento Tipo “B”
Condensatore Normale (Esterno) – Diseccitata – Con il pilota della valvola diseccitato la pressione di mandata non può entrare nella cavità superiore dell’assemblaggio della tenuta a pistone. Allo stesso tempo il pilota superiore ha il passaggio aperto alla pressione di aspirazione. La risultante pressione differenziale
sul pistone, spinge la tenuta pistone in chiusura del passaggio del condensatore di recupero (Parte superiore). Quando la valvola pilota si apre, la cavità al di sopra del pistone apre sull’aspirazione.
Lo svuotamento del condensatore di recupero è controllato dal foro calibrato sul pistone. Dopo che il condensatore di recupero è stato svuotato, e la valvola continua a lavorare sul condensatore normale
tutti i flussi cessano, eliminando così il passaggio dall’alta alla bassa e la conseguente perdita di capacità.
Tipo “C”
Condensatore Normale (Esterno) – Diseccitata – Col pilota diseccitato, la pressione di mandata non può entrare nella cavità al di sopra dell’assieme tenuta pistone. Allo stesso tempo la parte superiore del pilota è aperta sulla pressione di aspirazione. La pressione differenziale risultante, conduce l’insieme tenuta-pistone a
chiudere il passaggio principale del condensatore di recupero (superiore). Il pistone non bleed impedisce la comunicazione tra lato mandata ed aspirazione in funzionamento con il solo condensatore normale.
Tipo “B” e “C”
Condensatore di Recupero (Riscaldamento) – Eccitata – Quando la valvola pilota è eccitata, la pressione di mandata può passare alla parte inferiore del pilota. Allo stesso tempo la parte superiore del passaggio pilota è chiuso sul lato aspirazione. La pressione di mandata spinge sulla parte superiore del pistone e muove
l’insieme tenuta-pistone a chiudere il passaggio sul condensatore normale ed aprire il passaggio su quello di recupero. Col passaggio superiore chiuso non c’è comunicazione mandata ed aspirazione col sistema operante in modo recupero.
Sistemi per Recupero Calore con regolatore di pressione di mandata, doppio condensatore con valvola di non ritorno incorporata
Quando si adopera un recuperatore di calore in un sistema di refrigerazione, l’aggiunta di un regolatore di pressione di mandata è importante non solo per mantenere la pressione del liquido all’ingresso della valvola, ma anche per assicurare la disponibilità di un buon gas caldo allo scambiatore di recupero.
Valvole sul condensatore doppio sono importanti per minimizzare la richiesta di refrigerante in inverno.
Valvole a 3-Vie con valvola di non ritorno Integrata sono importanti per minimizzare i costi di installazione.
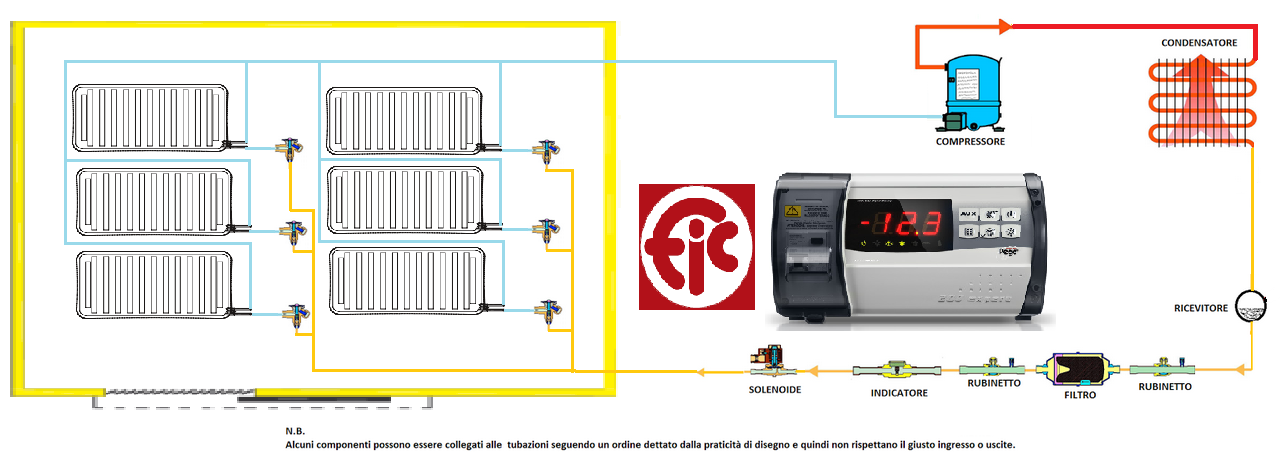
VALVOLA 3 VIE PER SBRINAMENTO A GAS CALDO

Le valvole per sbrinamento a gas caldo sono utilizzate in sistemi nei quali uno o più compressori alimentano diversi espositori refrigerati sia a media che a bassa temperatura. Le valvole a 3-vie sono usate per controllare il flusso di gas dal collettore di mandata ai vari espositori refrigerati (sbrinamento)
o gas in aspirazione dagli espositori refrigerati al collettore di aspirazione (refrigerazione). La direzione
del flusso dipende dal fatto che la bobina della valvola pilota sia eccitata o diseccitata. Queste valvole a 3-Vie sono usate solamente per sbrinamento a gas caldo.
Quando la bobina è diseccitata la valvola permette il passaggio del refrigerante nella normale direzione di refrigerazione. Quando la bobina è eccitata il pistone e la sua sede di alloggiamento della valvola, commutano, chiudono la porta in ingresso dell’aspirazione ed aprono la porta del gas di mandata permettendo al gas caldo di passare dal collettore di mandata, attraverso la valvola, all’uscita
dell’evaporatore. Dato che, quando la valvola è diseccitata resta chiusa la porta del gas caldo, questa può essere montata solamente ad un collettore di mandata e non sulla linea principale della mandata stessa.
Le valvole 10G79B, 10G711B e 10G711C possono essere installate in posizione verticale od orizzontale. In ogni caso non possono essere montate con la bobina al di sotto del corpo valvola. La valvola può essere saldata in opera senza essere smontata ma il corpo valvola deve essere mantenuto freddo per evitare di danneggiare il materiale sintetico Nylatron della sede. Il corpo valvola e gli attacchi dovrebbero essere avvolti con uno straccio umido. Le valvole possono essere facilmente smontabili senza dissaldare gli attacchi.

CONTROLLO DELLA PRESSIONE DI MANDATA

Alta e Bassa Stabilità Ambientale
La progettazione di impianti di condizionamento che utilizzano condensatori ad aria deve considerare due principali problemi - che devono essere risolti se si vuole che l’impianto operi economicamente e
con affidabilità.....il funzionamento con Alto e Basso carico ambientale.
Se l’unità di condensazione è adeguatamente dimensionata, essa lavorerà soddisfacentemente durante condizioni di temperatura ambiente estremamente alte. Tuttavia, per buona parte dell’anno svariate
unità sono chiamate ad operare a temperature ambiente al di sotto della temperatura di bulbo secco di progetto; la soluzione del funzionamento con basse temperature ambiente è molto più complessa.
Senza un buon controllo della pressione di mandata durante il funzionamento con bassa temperatura ambiente, il sistema può andare incontro a problemi di frequenti cicli di marcia e/o frequenti cicli di
arresto. Dato che la pressione differenziale, tra entrata e uscita della valvola ad espansione termostatica, influenza la quantità di flusso del refrigerante, una bassa pressione di mandata generalmente causa
una insufficiente flusso di refrigerante all’evaporatore. La mancanza di una sufficiente pressione di mandata causa una bassa pressione di aspirazione e quindi ghiaccio nelle serpentine dell’evaporatore.
Il problema primario nei cicli di arresto è la migrazione del refrigerante al condensatore. L’insufficiente flusso di refrigerante attraverso la TEV determinerà una bassa pressione di aspirazione. Un metodo tipico per mantenere costante la pressione di mandata in un impianto di refrigerazione durante i periodi di bassa temperatura ambiente, è quello di limitare il flusso liquido di refrigerante dal condensatore al ricevitore e, nello stesso tempo deviare il gas caldo all’ingresso del ricevitore. Ciò fa tornare il liquido refrigerante fino
al condensatore riducendone a sua capacità quindi, di conseguenza, aumenta la pressione di condensazione. Allo stesso tempo il gas caldo aumenta la pressione del liquido nel ricevitore, permettendo al sistema
di ritornare alle normali condizioni oprative. Per i sistemi che usano condensatori raffreddati ad aria, Sporlan può offrire diverse opzioni di valvole per il controllo della pressione di mandata; il modello non regolabile OROA-5, il modello regolabile con combinazioni di ORI/ORD, o la versione economica della serie LAC.
VALVOLA DI REGOLAZIONE PRESSIONE EVAPORAZIONE

Modelli (S)ORIT-12,-15 e -20
Pilota in mandata per un migliore controllo della temperatura e minima caduta di pressione
Regolabile
Valvola a solenoide opzionale per la funzione di chiusura durante lo sbrinamento
L’esecuzione normalmente aperta permette una evacuazione del sistema senza l’intervento manuale
Queste valvole EPR sono pilotate usando l’alta pressione di mandata quindi hanno un attacco per alimentare il pilota dalla mandata del compressore. Esse sono costruite come valvole “normalmente aperte” consentendo un funzionamento pressoché senza caduta di pressione. Questo modello servo comandato non richiede, per il suo funzionamento, della necessaria variazione della pressione all’evaporatore che è invece necessaria nelle valvole a comando diretto; esse possono quindi essere dimensionate usando semplicemente
la temperatura di progetto dell’evaporatore e la disponibile perdita di carico attraverso la valvola alle condizioni di massimo carico termico.

Pilotata Internamente (non necessaria la connessione con l’alta pressione)
Superiore resistenza alla corrosione
Valvola a solenoide opzionale per la funzione di chiusura durante lo sbrinamento
Opzione di apertura elettrica per funzionamento a due temperature
Comando manuale di serie per evacuazione del sistema
Queste valvole EPR sono pilotate internamente ed usano la naturale caduta di pressione sulla valvola stessa per funzionare eliminando quindi la connessione sulla mandata. Come per le valvole (S)ORIT anche questo modello, internamente pilotato non richiede, per il suo funzionamento, della necessaria variazione della pressione all’evaporatore che è invece necessaria nelle valvole a comando diretto; esse possono quindi essere dimensionate usando semplicemente la temperatura di progetto dell’evaporatore e la disponibile
perdita di carico attraverso la valvola alle condizioni di massimo carico termico.
Questi sono solo alcuni dei tanti prodotti Sporlan Parker che a mio avviso sono un ottima alternativa a Danfoss. Ne uso personalmente moltissimi e sono decisamente a prezzi migliori e di indiscussa affidabilità.













 Le nuove tecnologie a led hanno permesso di sviluppare delle lampade da coltivazione indoor che sposano le esigenze di consumi ridotti e basse temperature, sempre più ricercate dai growers. Indicativamente con le lampade a led il fabbisogno è di circa 180W – 200W per metro quadrato. Naturalmente più si aumentano i Watt più si può ambire ad una coltivazione di successo. Più basso lo standard necessario per le prime fasi del ciclo vitae delle piante, sull’ordine dei 90W – 120W per metro quadrato.
Le nuove tecnologie a led hanno permesso di sviluppare delle lampade da coltivazione indoor che sposano le esigenze di consumi ridotti e basse temperature, sempre più ricercate dai growers. Indicativamente con le lampade a led il fabbisogno è di circa 180W – 200W per metro quadrato. Naturalmente più si aumentano i Watt più si può ambire ad una coltivazione di successo. Più basso lo standard necessario per le prime fasi del ciclo vitae delle piante, sull’ordine dei 90W – 120W per metro quadrato. I vantaggi legati all’uso di illuminazione a led sono molteplici. Innanzi tutto la durata. A fronte di un investimento iniziale più considerevole rispetto ai sistemi con lampade a scarica nei gas si registra però una maggiore longevità. Un led di qualità mantiene le sue caratteristiche di rendimento per un periodo di tempo di 7 – 10 anni. Inoltre combinando tra loro i le di diverso colore è possibile riprodurre sempre lo spettro di luce necessario senza temere sprechi energetici.
I vantaggi legati all’uso di illuminazione a led sono molteplici. Innanzi tutto la durata. A fronte di un investimento iniziale più considerevole rispetto ai sistemi con lampade a scarica nei gas si registra però una maggiore longevità. Un led di qualità mantiene le sue caratteristiche di rendimento per un periodo di tempo di 7 – 10 anni. Inoltre combinando tra loro i le di diverso colore è possibile riprodurre sempre lo spettro di luce necessario senza temere sprechi energetici. Il grande pregio dell’illuminazione a led è però la bassissima produzione di calore. Questa caratteristica permette di far crescere le piante senza lo stress termico tipico degli impianti di illuminazione a ioduri metallici e al sodio ad alta pressione, ed inoltre riduce l’investimento in apparecchi di ventilazione e raffreddamento tanto importante con le tradizionali tecnologie di illuminazione.
Il grande pregio dell’illuminazione a led è però la bassissima produzione di calore. Questa caratteristica permette di far crescere le piante senza lo stress termico tipico degli impianti di illuminazione a ioduri metallici e al sodio ad alta pressione, ed inoltre riduce l’investimento in apparecchi di ventilazione e raffreddamento tanto importante con le tradizionali tecnologie di illuminazione..jpg)
.jpg)
.jpg)